Al2O3 泡沫陶瓷具有低密度、低热导率、低介电常数及高比表面积等优异特性, 在高温气体净化、金属熔体过滤以及高温隔热材料等领域有着广阔的应用前景。机械发泡结合注凝成型是一种直接发泡方法, 易操作、工艺简单且污染少, 可以批量制备大尺寸样品。但是早期的注凝成型技术存在着添加剂种类多、单体有毒、氧阻聚以及工艺复杂等问题。最近, Yang 等开发了一种新的注凝体系, 该体系只需添加一种水溶性共聚物(异丁烯和马来酸酐按 1: 1 共聚而成, 简称 PIBM), 用量少, 能在常温下凝胶成型, 而且已应用于多种材料的注凝成型。利用该注凝体系并结合机械发泡工艺, Yang 等以阴离子表面活性剂十二烷基硫酸三乙醇胺(EMAL TD)为发泡剂制备了高气孔率的 Al2O3 泡沫陶瓷。但是, 气孔率为 87%的样品发生了孔壁塌陷现象, 这可能是由于该注凝体系固化速度慢, 造成了气泡破裂。据报道, 两种不同类型的表面活性剂配合使用, 可以提高浆料的发泡能力, 并且有助于稳定泡沫。另外, 根据环氧树脂与羧酸发生化学反应生成酯的原理, 在 PIBM 注凝体系中加入环氧树脂, 有望加快凝胶固化速度, 稳定泡沫, 从而改善泡沫陶瓷的微观结构。本工作采用 PIBM 新型凝胶体系结合机械发泡工艺, 以两种表面活性剂为发泡剂制备高气孔率 Al2O3 泡沫陶瓷。研究环氧树脂对 PIBM 注凝体系凝胶过程以及泡沫陶瓷的性能和微观结构的影响, 以期获得结构均匀和性能优异的 Al2O3 泡沫陶瓷。
1 实验方法
1.1 实验原料纯度为 99.5%的氧化铝粉体(AES-11, d50= 0.45 μm, Sumitomo, Osaka, Japan); PIBM(分子量为 55000~65000, Kuraray, Osaka, Japan); EMAL TD (C12H25OSO3H·N(C2H4OH)3, 40vol% 水溶液 , Kao Chemical Co. Tokyo, Japan); AMPHITOL 24B (C16H33NO2, Kao Chemical Co. Tokyo, Japan); DE211 环氧树脂(乙二醇缩水甘油醚, HanjinChemtech CO., South Korea)。 1.2 实验过程称取 0.3 g PIBM 溶于 25 mL 去离子水中, 添加 100 g Al2O3 粉体, 配制固含量为 50vol%、PIBM 添加量为 0.3wt%的浆料, 以 250 r/min 速度球磨 2 h ; 然后, 向浆料中加入表面活性剂(EMAL TD 和 AMPHITOL 24B), 再添加 DE211 环氧树脂, 进行机械搅拌发泡; 将所得泡沫浆料注入模具中成型, 室温放置 24 h 后脱模, 在 60℃下干燥 10 h; 最后, 对干燥后的坯体进行无压烧结(1500℃, 3 h)。 1.3 分析测试利用泡沫陶瓷质量与体积之比计算样品的密度; 根据泡沫陶瓷密度与致密陶瓷理论密度之比计算相对密度?相对, 进而得到样品的气孔率P孔(P孔=1–?相对); 采 用 Instron-5566 万能材料试验机 ( 加载速度 : 1.5 MPa/s, 样品尺寸: 20 mm×20 mm×20 mm)测试样品的抗压强度; 采用日本JSMJEOL-6390 型扫描电子显微镜(SEM)观察样品的微观结构。
2 结果和讨论
2.1 EMAL TD 和 AMPHITOL 24B 发泡制备氧化铝泡沫陶瓷如图 1 所示, 当固定 EMAL TD 含量为 0.8vol% 时, 随着 AMPHITOL 24B 含量的增加, 气孔率先增加后下降。当AMPHITOL 24B含量为0.5vol%时, 气孔率达到 92.4%。可见, 以 EMAL TD 和 AMPHITOL 24B 为发泡剂, 经过机械发泡和注凝成型技术, 能够制备出高气孔率的氧化铝泡沫陶瓷。当 EMAL TD 和 AMPHITOL 24B 添加量分别为 0.8vol% 和 0.5vol%时, 泡沫陶瓷的气孔率达到最大。 2.2 DE211 环氧树脂对氧化铝泡沫陶瓷性能和微观结构的影响依据上述研究结果, 配制固含量为 50vol%的浆料, 并且发泡剂的用量固定为 0.8vol%EMAL TD 和 0.5vol%AMPHITOL 24B。在浆料发泡之前分别添加 0.1wt%、0.3wt%和 0.5wt%DE211 环氧树脂, 制备泡沫陶瓷。图 2 为 DE211 环氧树脂添加量对泡沫陶瓷气孔率和抗压强度的影响。
从图 2 可知, 随着 DE211 环氧树脂添加量的增加, 泡沫陶瓷气孔率呈下降趋势, 抗压强度呈增加趋势。未加 DE211 时, 泡沫陶瓷的气孔率为 92.4%, 抗压强度为 0.5 MPa; 当 DE211 添加量为 0.3wt%时, 气孔率降为 91.1%, 抗压强度接近 3 MPa。
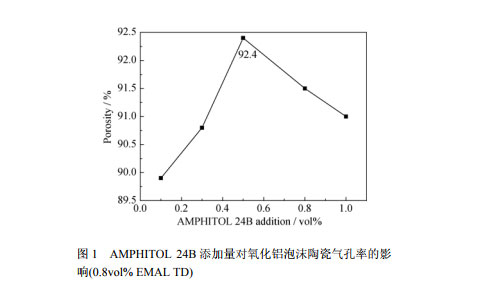
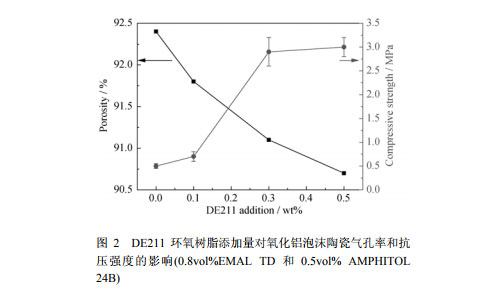
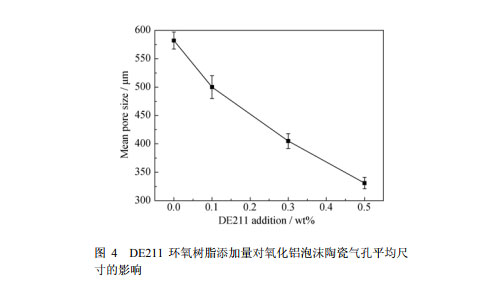
图 3 为 DE211 环氧树脂添加量对泡沫陶瓷微观结构的影响, 图 4 为 DE211 环氧树脂添加量对氧化铝泡沫陶瓷气孔平均尺寸的影响。从图 3 可以看出, 未加入 DE211 环氧树脂时, 样品气孔尺寸大, 分布不均, 结构出现坍塌, 孔壁缺陷多(图 3(a)); 随着 DE211 环氧树脂添加量的增加, 尺寸分布趋于均匀, 孔壁塌陷现象消失, 结构完整性增加。同时, 气孔平均尺寸从 582 μm 降至 331 μm(图 4)。
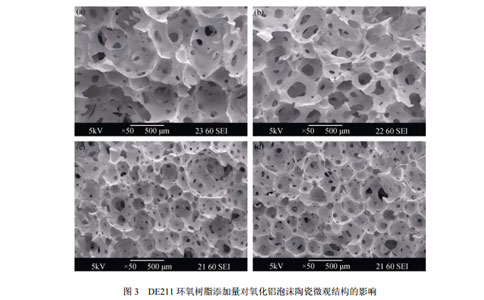
由于 DE211 环氧树脂的环氧基能够与 PIBM 的酸酐发生反应生成酯, 加快凝胶固化过程, 降低小气孔合并成大气孔和结构塌陷的可能性, 从而改善了样品的微观结构。另外, DE211 树脂的环氧基还能与 EMAL TD 和 AMPHITOL 24B 发生反应, 在一定程度上降低表面活性剂的发泡能力, 降低浆料的发泡率, 使得泡沫陶瓷气孔率有所降低。添加 0.5wt%DE211 环氧树脂的泡沫陶瓷, 气孔率达到 90.7%, 且微观结构完整, 没有结构孔壁的塌陷。与 Yang 等[16]的研究结果(气孔率为 87%时即出现结构塌陷)相比, 本研究制备的泡沫陶瓷气孔率和结构完整性均得到了提高。
3 结论
1) EMAL TD 和 AMPHITOL 24B 添加量分别为 0.8vol%和 0.5vol%时, 氧化铝泡沫陶瓷的气孔率达到 92.4%。 2) DE211 环氧树脂的添加, 使得泡沫陶瓷的气孔率略微降低, 但抗压强度显著提高, 结构塌陷少, 孔壁完整性增加, 气孔平均尺寸下降。 3) DE211 树脂的环氧基与 PIBM 中的酸酐发生反应, 导致浆料的凝胶固化速度加快, 有效解决了小气泡合并和结构塌陷的问题。










